Наш форум
|
   |
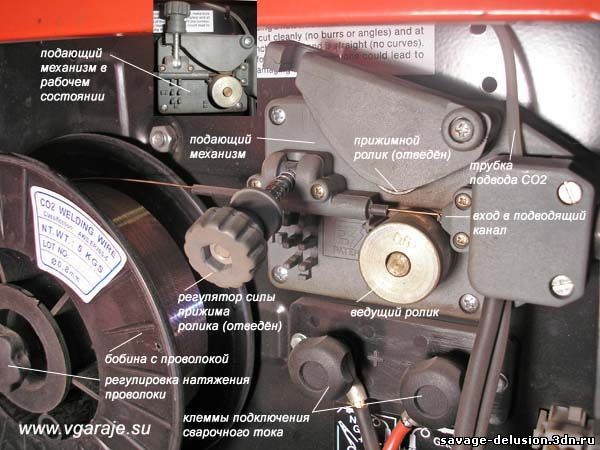
| Форум » Гараж » Сварка » Гаражное оборудование: углекислотный полуавтомат (Подключение, сварка, решение некоторых проблем) |
| Гаражное оборудование: углекислотный полуавтомат | |||||||||
|












| |||
| |||




Добро пожаловать на сайт клуба любителей активного отдыха. На наших страницах вы узнаете об интересных местах России, познакомитесь с увлекательным образом жизни наших участников клуба...
Узнать больше


|
|
| Форум » Гараж » Сварка » Гаражное оборудование: углекислотный полуавтомат (Подключение, сварка, решение некоторых проблем) |
| Гаражное оборудование: углекислотный полуавтомат | |||||||||
|
| |||
| |||




